

Yazı dizimizin ilkinde “Sınırda Karbon Düzenleme Mekanizması’na (SKDM) ilk aşamada neden beş sektör dahil edildi” başlığını kullanmıştık. Bu yazımızda ise Avrupa Yeşil Mutabakatı’nın en önemli düzenlemeleri arasında olan Sınırda Karbon Düzenleme Mekanizması çerçevesinde yaşanan gelişmeler ışığında demir-çelik sektörünü ele alacağız. Emisyon yoğun demir- çelik sektöründe ana emisyon kaynağı prosesler ve sektör temsilcileri tarafından uygulanabilecek dekarbonizasyon yöntemlerini inceleyeceğiz.
Demir & çelik sektörünün hayatımızdaki yeri
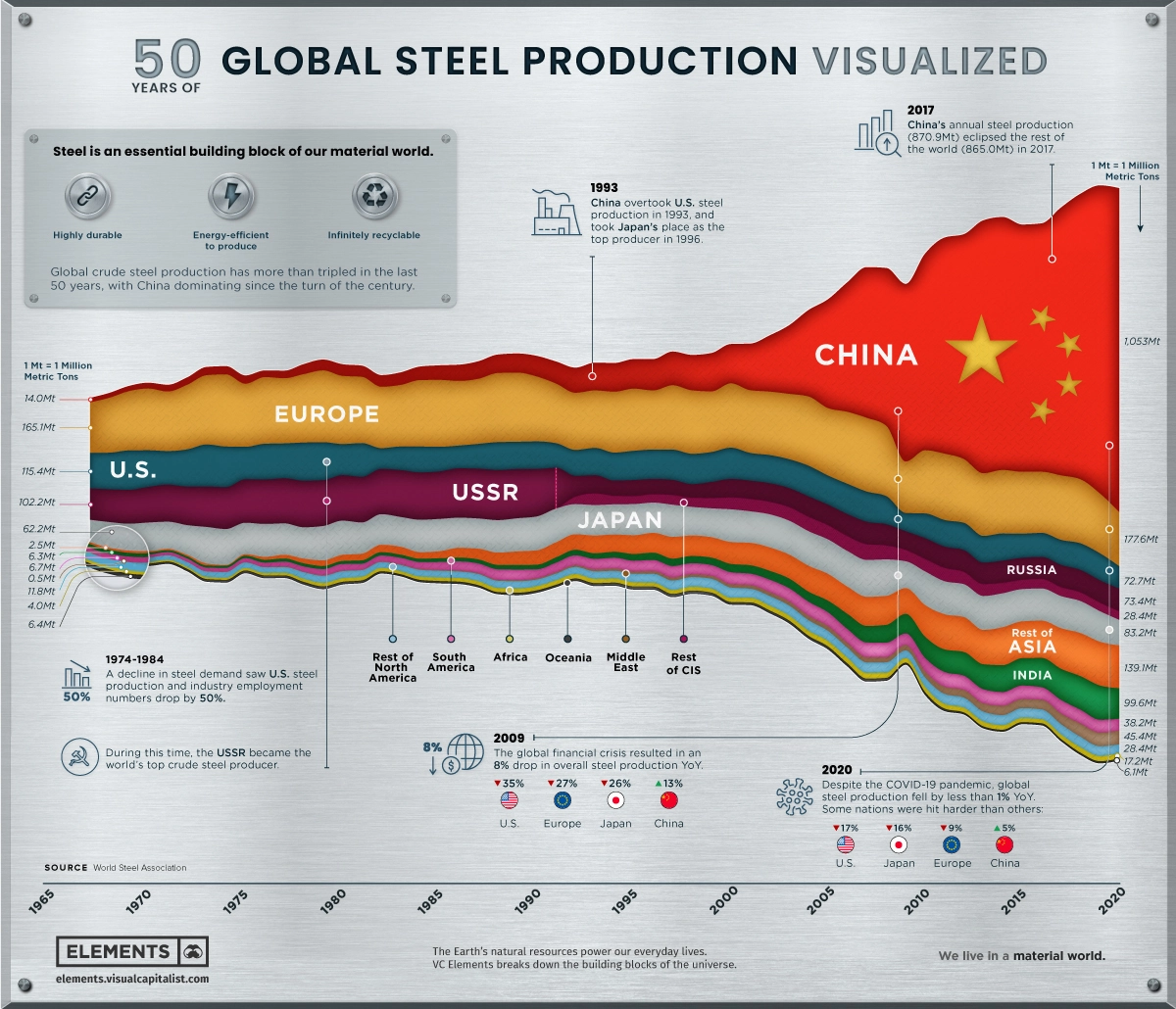
Çelik, çok geniş kullanım alanları olması ve yeniden kullanılabilirliğinden dolayı günümüz toplumunun mihenk taşlarından biridir ve en önemli mühendislik ve inşaat malzemelerinden biri olarak evlerden köprülere, hastanelere ve gökdelenlere kadar hayatımızın birçok alanında kullanılır. Küresel çelik tüketiminin büyük kısmı inşaat sektöründe gerçekleşiyor. Ardından otomotiv, makine-ekipman ve petrol-doğalgaz sektörleri geliyor.
2020 yılında üretilen 1.864 milyon mt ham çelik ile dünyanın en yaygın kullanılan metali ve en çok geri dönüştürülen malzemesi. 2020 yılında dünyanın en çok ham çelik üreten ülkeleri listesinde Türkiye yedinci sırada. Birinci sırayı toplam üretimin yaklaşık %56’sı ile Çin alırken, %5 ile Hindistan ikinci sırada.
AB’nin Sınırda Karbon Düzenleme Mekanizması’na (SKDM) Dahil Ettiği Ürünler Neler?
Ürün listesine SKDM’nin ilk yayınlanan taslak metninden ulaşabilirsiniz. İşte demir-çelik sektörü için belirlenen Kombine Nomanklatür (Combined Nomenclature (CN)) kodları:
| CN Kodu | Sera Gazı | |
| 72 | Demir ve çelik (şunlar hariç)7202 – Ferro-alyajlar7204 – Dökme demirin, demirin veya çeliğin döküntü ve hurdaları, demir veya çelik döküntü ve hurdalarının yeniden ergitilmesi suretiyle elde edilen külçeler | karbondioksit |
| 7301 | Demir veya çelikten palplanşlar (delinmiş veya birleştirilmiş parçalardan yapılmış olsun olmasın), demir veya çelikten kaynak yapılmış profiller | karbondioksit |
| 7302 | Demir veya çelikten demiryolu ve tramvay hattı malzemesi; raylar, kontraylar, makas dilleri, makas göbekleri, kruvazman ve makaslar, gergi çubukları, dişli raylar, traversler, cebireler, yastık ve köşelikler, seletler, sıkıştırma levhaları ve kramponlar, rayların döşenmesi, eklenmesi veya sabitleştirilmesi için bağlantı levha ve çubukları ile özel olarak imal edilmiş diğer parçalar | karbondioksit |
| 7303 00 | Dökme demirden ince ve kalın borular, içi boş profiller | karbondioksit |
| 7304 | Demir (dökme demir hariç) ve çelikten ince ve kalın borular ve içi boş profiller (dikişsiz) | karbondioksit |
| 7305 | Demir veya çelikten diğer ince ve kalın borular (dikişli, perçinli veya benzeri şekillerde kapatılmış) (iç ve dış kesitleri daire şeklinde olup, dış çapı 406,4 mm.yi geçenler) | karbondioksit |
| 7306 | Demir veya çelikten diğer ince ve kalın borular ve içi boş profiller, (örneğin açık dikiş veya kaynak yapılmış, perçin yapılmış veya benzeri, şekilleri kapatılmış) | karbondioksit |
| 7307 | Demir veya çelikten boru bağlantı parçaları (rakorlar, dirsekler ve manşonlar gibi) | karbondioksit |
| 7308 | Demir veya çelikten inşaat (94.06 pozisyonundaki prefabrik yapılar hariç) ve inşaat aksamı (köprüler, köprü aksamı, bent kapakları, kuleler, pilonlar, ayaklar, sütunlar, inşaat iskeleleri, çatılar, kapılar, pencereler ve bunların çerçeveleri ve kapı eşikleri, kepenkler, korkuluklar, parmaklıklar gibi); inşaatta kullanılmak üzere hazırlanmış demir veya çelikten saclar, çubuklar, profiller, borular ve benzerleri | karbondioksit |
| 7309 | Her türlü madde için (sıkıştırılmış veya sıvılaştırılmış gaz hariç), hacmi 300 litreyi geçen ve mekanik veya termik tertibatı olmayan demir veya çelikten depolar, sarnıçlar, küvler ve benzeri kaplar (ısıyı izole edici veya iç yüzeyleri kaplanmış olsun olmasın) | karbondioksit |
| 7310 | Her türlü madde için (sıkıştırılmış veya sıvılaştırılmış gaz hariç), hacmi 300 litreyi geçmeyen ve mekanik veya termik tertibatı olmayan, demir veya çelikten depolar, sarnıçlar, variller, fıçılar, kutular ve benzeri, kaplar (ısıyı izole edici veya iç yüzeyleri kaplanmış olsun olmasın) | karbondioksit |
| 7311 | Demir veya çelikten sıkıştırılmış veya sıvı hale getirilmiş gazlar için kaplar | karbondioksit |
Demir & çelik sektörü için bilinmesi gereken kısaltmalar
Yazımıza başlamadan önce konunun daha iyi anlaşılması için metin içerisinde sıklıkla kullanacağımız birkaç kısaltmaya yer vermek faydalı olacaktır.
YF: Yüksek fırın (blast furnace)
BOF: bazik oksijen fırını (basic oxygen furnace)
EAO: elektrik ark ocağı (electric arc furnace)
DRI: doğrudan indirgenmiş demir (direct reduced iron)
HBI: sıcak briketlenmiş demir (hot briquetted iron)
IF: indüksiyon fırını (induction furnace)
Demir Çelik Sektöründe Emisyon Kaynağı Prosesler
Ham çelik üretiminde temel olarak iki farklı proses uygulanıyor:
- entegre tesislerde (YF/BOF) cevherden demir-çelik üretimi,
- elektrik ark ocaklı (EAF) ya da indüksiyon fırınlı (IF) tesislerde hurdadan çelik üretimi.
Bu iki temel prosese ek olarak ergitme indirgenmesi ve doğrudan indirgeme yöntemleri de mevcuttur. Bazik oksijen fırını (BOF) kullanılarak çelik üretimi gerçekleştiren tesislerde hammadde olarak demir cevheri, hurda metal ve taş kömürü birlikte kullanılırken elektrik ark ocakları (EAF) tabanlı üretim yapan tesislerde hurda metalden çelik üretilmektedir. Hurda metalden çelik üretiminde elde edilmek istenen ürüne ve ergitilecek hurdanın kalitesine göre metalin ergitilmesi için EAF veya indüksiyon ocakları (IF) kullanılır. Dünya genelinde yüksek fırın ile üretim yapan tesisler ağırlıktayken ülkemizde elektrik ark ocakları ile üretim yapan tesisler yoğunluktadır.



Sinter
Amaç fiziksel ve metalurjik hazırlama yöntemleri ile çok küçük cevher parçacıklarının yüksek fırına şarj edilebilir hale getirilmesi, cevherdeki kükürdü oksitleyerek kükürt miktarının azaltılması ve yüksek fırına beslenen malzemenin geçirgenliğinin, indirgenebilirliğinin ve mukavemetinin arttırılması ve böylece yüksek fırın performansının iyileştirilmesidir.
Peletleme
Sinterleme gibi peletleme de yüksek fırının veriminin arttırılması için uygulanıyor. Sinterlemeye uygun olmayan ve yüksek fırında doğrudan kullanılamayacak malzemeleri, içerisine bağlayıcı ekleyerek ve nem ile ısı etkisiyle birlikte belirli boyutlara getirme işlemidir.
Kok Fırını
Koklaşabilir nitelikteki taş kömüründen, yüksek fırınlara şarj edilebilir nitelikte metalurjik kokun üretildiği tesislerdir. Yüksek fırında kok;
· yakıt,
· demir oksitlerin indigenmesi için karbon monoksit sağlayıcı,
· metal oksitleri indirgeyici,
· demir erime noktasını düşürücü,
· geçirgenliği sağlayıcı
olarak kullanılmaktadır.
Yüksek Fırın (YF)
Hammaddelerin (sinter, pelet, demir cevheri), katkı maddelerinin (kireç gibi cüruf oluşturucular) ve indirgen maddelerin (kok) kapalı bir sistem olan yüksek fırınlara, sürekli beslenmesiyle pik demir üretimi gerçekleştirilir.
Bazik Oksijen Fırını (BOF)
Yüksek fırından çelikhaneye gönderilen sıvı pik demir, çeşitli ön işlem uygulamalarından (kükürt giderme, cüruf alma gibi) sonra BOF’larda oksijenin üstten üflenmesi ile çeliğe dönüştürülmektedir. Bu prosesin en önemli amaçları;
• karbon içeriğininin istenilen düzeye indirilmesi,
• yüksek fırından çıkan sıvı sıcak demirin içerisindeki safsızlıkların giderilmesi,
• istenilen farklı özellikler için diğer elementlerin eklenmesidir.
Elektrik Ark Ocağı (EAO)
Hurda EAO’ya şarj edildikten sonra elektrotlardan geçen elektriğin oluşturduğu ark ile açığa çıkan ısı hurdayı ergitmede kullanılır. Yakıt olarak doğal gaz ve fuel-oil kullanılır. EAO ile çelik üretiminde kullanılan oksijen hem metalurjik açıdan hem de enerji ve üretim verimliliği açısından önem arz eder. Oksijen enjeksiyonu ile CO ve diğer hidrokarbonların yakılması sonucu hem eriyik maddenin karbon içeriği hacimsel olarak azalır hem de ekzotermik reaksiyon sonucu ısı açığa çıkar.
Çelik sektöründe dekarbonizasyon mümkün mü?
Yasal düzenlemelerdeki son gelişmeler, SKDM’nin 2026’da uygulanacak olması ve duyurulan net sıfır hedefleriyle birlikte bazı hükümetlerin CO₂ emisyonlarını azaltma taahhüdü, birçok çelik üreticisinin önümüzdeki yıllarda yüksek dekarbonizasyon hedefleri belirlemesine yol açtı. Sektör bu yeni koşullara uyum sağlamak zorunda olsa da, bunları uzun vadede faaliyet göstermeye devam etmek için bir şans olarak da kullanabilir. Peki çelik üretiminde emisyon azaltımı mümkün mü? Yöntemleri neler?
Kısmi çelik dekarbonizasyonu, en verimlileri doğalgazla çalışan modern fırın teknolojilerinin daha geniş kullanımıyla mümkün. Bunlar çelik üretmek için enerji tasarruflu doğrudan indirgenmiş demir (DRI) veya sıcak briketlenmiş demir (NG DRI/HBI+EAO) kullanır ve geleneksel kok yakıtlı yüksek fırınlardan veya bazik oksijen fırınlarından (YF/BOF’ler) çok daha az sera gazı yayar.
Daha düşük CO₂ çeliğine giden başka bir yol, karbon tutma ve depolama (CCS) veya karbon tutma ve kullanma (CCU) için YF/BOF’leri yenilemek. Bunlar teorik olarak, kok hammaddesinden CO₂ emisyonlarının yaklaşık yüzde 85’inin tutulmasını sağlar. Kalıcı bir çözüm değildir. Bununla birlikte, yaklaşımlar henüz ölçekte kanıtlanmamıştır. Dekarbonizasyon için pusula yenilenebilir enerji ile çalışan hidrojeni azaltılmış DRI/HBI EAO fırınlarını ölçeklendirmek olacaktır. Bu kombinasyonla, üreticiler, günümüzün en temiz teknolojileriyle küresel ortalama 1,8 tCO₂ olan karbon yoğunluğunu, metrik ton çelik başına 0,2 tCO₂‘den daha az karbon yoğunluğuna sahip çeliğe çevirebilirler. Ancak maliyeti yüksek olacaktır.
Metotlar
CO₂ emisyonlarını azaltmak için alternatif çığır açan teknolojileri değerlendirme ihtiyacı hayli önem kazanmış durumda. Neredeyse tüm Avrupalı çelik üreticileri dekarbonizasyon stratejileri geliştiriyor ve farklı üretim teknolojilerini değerlendirmek için pilot tesisler çalıştırıyor. Üzerinde çalışıldığı bilinen farklı üretim teknolojileri ve dekarbonizasyon stratejileri ise şu şekilde:
YF/BOF verimlilik programları
Bu tür programlar verimliliği artırır ve/veya üretim kayıplarını farklı şekillerde azaltır. Bu işlemler, CO₂ emisyonlarını ortadan kaldırmadan azaltma potansiyeline sahip olabilir, ancak tamamen karbon nötr çelik üretimi sunmaz. Bu sebeple uzun vadeli bir çözüm olamaz. Verimlilik programlarına örnek:
1) indirgeyici olarak kömür kullanımını azaltmak için ham maddelerdeki demir içeriğini maksimize ederek YF yük karışımını optimize etme,
2) yakıt enjeksiyonu kullanımını artırma. Örneğin toz haline getirilmiş (pulverize) kömür enjeksiyonu (PCI), doğal gaz, plastikler, biyokütle veya hidrojen,
3) enerji kaynağı olarak YF’de kok fırını gazı kullanmak
Karbon tutma ve kullanma (CCS/CCU)
Bu yöntem kimya endüstrisi için amonyak veya biyoetanol gibi yeni ürünler elde etmek için emisyonları kullanır. Ancak coğrafyaya bağımlıdır. Şu anda, karbon yakalama ve kullanımı teknolojisi erken aşamada ve ekonomik olarak henüz kanıtlanmadı.
Biyokütle
Bu işlem, alternatif bir indirgeyici veya yakıt olarak ısıtılmış ve kurutulmuş şeker kamışı veya pirolize okaliptüs gibi biyokütle kullanır. Bu nedenle bölgeye bağımlı ve özellikle Güney Amerika veya Rusya gibi biyokütle arzının garanti edildiği alanlarda önemli. Ancak bu yöntem de benzer şekilde gelişiminin ilk aşamasında.
Hurda bazlı EAO’ların payını artırma
Bu süreç, elektrik ark ocaklarında daha fazla hurda eriterek ikincil akışları ve geri dönüşümü en üst düzeye çıkarır. EAO üreticileri, talepteki iniş çıkışlara karşı daha çevre dostu ve esnek. EAO bazlı çelik üretiminin payının artırılması, çelik endüstrisinin karbondan arındırılmasında önemli bir rol oynayacak. Ancak, bu yönteme geçişte değişkenliği kontrol edilmek zorunda olan çok önemli birkaç parametre var:
- gelecekteki yenilenebilir elektrik arzının ticari olarak temin edilebilir olması
- yeterli miktarda yüksek kaliteli çelik hurda arzının garanti altına alınması.
Hurda arzıyla ilgili ek bir paragraf açmakta yarar var. Yüksek kaliteli hurda bölgeye bağlıdır ve bu nedenle arzın yetersiz olduğu bölgelerde sınırlı kalarak diğer teknolojileri bir zorunluluk haline getirebilir. Ayrıca yüksek kaliteli hurdaya olan talebin artması, EAO bazlı çelik üretimi için de ekstra maliyete yol açacaktır.
DRI ve EAO’yu optimize etme
Bu yöntem, DRI’nın EAO ile birlikte kullanımının artırılmasını gerektirir. DRI tabanlı indirgeme, entegre yöntemden daha az karbondioksit yayar ve EAO’da yüksek kaliteli ürünlerin üretilmesini sağlar. Yüksek kaliteli ürünler, yüksek kalitede çelik hurda gerektirir. Hurda sınırlı ise, belirli kaliteleri garanti etmek için düşük kalite hurda ile birlikte DRI kullanımı gerekir. DRI üretimi ise ucuz ve kolayca bulunabilen doğal gaz gerektirir. Bu nedenle, doğal gaz fiyatlarının düşük olduğu Orta Doğu veya Kuzey Amerika gibi bölgeler büyük DRI üreticileridir, oysa süreç Avrupa’da daha az yaygın. Bazı Avrupalı çelik üreticileri, Sıcak Briketlenmiş Demir (HBI, daha az reaktif ve dolayısıyla taşınabilir bir DRI formu) ithal ediyor. HBI yüksek fırında yük karışımını optimize etmek için veya EAO’de kaliteyi artırmak için hurda ile karıştırarak kullanılıyor.
Hidrojen kullanan DRI ve EAO
Bu işlem, EAO’lerle birlikte yeşil hidrojen bazlı DRI ve hurda kullanır. Proses, DRI üretim aşamasındaki fosil yakıtları, yenilenebilir enerji ile üretilen hidrojen ile değiştiriyor. Neredeyse emisyonsuz çelik üretimini mümkün kılan bu yöntem teknik olarak kanıtlanmıştır. Tüm büyük Avrupalı çelik oyuncuları şu anda ya bir PCI ikamesi olarak hidrojen kullanarak ya da hidrojen bazlı doğrudan indirgeme kullanarak hidrojen bazlı çelik üretim süreçleri inşa ediyor. Hidrojen kullanan DRI, EAO ve hurdayı birleştiren bir yaklaşımın benimsenmesi, şu anda özellikle Avrupa’da karbon nötr çelik üretimine ulaşmak için en uygun seçenek ve uzun vadeli çözüm olarak kabul ediliyor.
Yeşil H2, DRI-EAF ile çalışan bazı projeler: H2Hamburg (Almanya), SuSteel (Avusturya), SALCOS (Almanya), HYBRIT (İsveç), ULCOS (AB).
Çelik sektöründe dekarbonizasyonun en büyük problemleri neler?
Ölçülemeyen şey kontrol edilemez. Dönüşümün önündeki engellerden bir tanesi tüketilen çelikten kaynaklanan emisyonları rutin olarak sayamamak. Bunun temelde birkaç nedeni olabilir:
- endüstri standartlarının eksikliği,
- baştan savma düzenlemeler,
- gömülü emisyonu ölçmek için araçların bulunmaması
Hidrojenle çalışan fırınlara geçişte en önemli faktör kuşkusuz düşük karbonlu hidrojenin mevcudiyeti. Mutlaka hidrojen teknolojileri önümüzdeki yıllarda olgunlaştıkça maliyetleri düşecektir. Dünya genelinde 25’ten fazla projenin geliştiriliyor olması, önümüzdeki yıllarda makul bir ölçekli üretim olasılığının olduğunu düşündürüyor.
Buna ek olarak, özellikle Amerika Birleşik Devletleri dışında, hurdanın mevcudiyeti ve kalitesi ve yenilenebilir enerjiye sınırlı erişim ile ilgili zorluklar var.
Sonuç ve değerlendirme
Önümüzdeki on yılda karbon yakalama sürecine değişiklikler getirilmesi muhtemel olsa da, net sıfıra ulaşmak daha fazla yatırım ve potansiyel olarak çelik üretim sürecinin elden geçirilmesini yani çığır açan teknolojilerin kurulumunu gerektirecek gibi görünüyor. McKinsey analizi, 2050’de çeliğin yüzde 50-55’inin elektrik ark ocaklı fabrikalarda üretileceğini öngörüyor. Aynı analizle 2050 yılına kadar küresel çelik talebinde bugüne kıyasla %15-20 artış yaşanacağı öngörülüyor.
Net sıfır çelik üretimine geçiş, politika yapıcılar, hükümetler ve endüstri paydaşları arasında üretim ekonomisini değiştirmek, gerekli sermayeye erişimi kolaylaştırmak ve talebi canlandırmak için ortak bir çabaya bağlı olacak. Şüphesiz geçiş risklerini iyi yöneterek ilk harekete geçenler, en çok kazanan taraf olacak. Çelik üreticilerinin karbon ayak izlerini azaltmak için teknolojik ve ekonomik açıdan uygun bir yolu incelemeleri, değerlendirmeleri ve karar vermeleri gerekiyor.
Etiketler: avrupayesilmutabakatı, çelik, demir, ekonomi, ithalat, SKDM, ticaret, yesilmutabakat Last modified: 12 Mayıs 2023









